
|
|
27.11.2003 Alan Maczák Jednoho dne jsem při hledání nových plánků na Internetu narazil na odkaz http://www.teaser.fr/~osegouin/ a kromě plánků jsem tam objevil i počítačem řízené modelářské stroje.Překvapila mně zejména jejich jednoduchost,neboť jsem si myslel,že CNC stroje jsou doménou pouze profesionální.Po mnoha hodinách dalšího stahování jsem se cítil dosti teoreticky připraven pro vlastní tvorbu.Měl jsem docela obavy z elektroniky,nakonec se největší problém ukázal software.Já vím,že se tyhle mašinky používají i u nás ve firmách vyrábějících modely ,ale při cenách které si profi výrobci stanovili, je tato kategorie pro normální modeláře naprosto nedostupná.Nakonec já osobně netrvám na přesnosti na desetiny milimetru a desítkách kusů za hodinu.Stačí mi ke štěstí,že to funguje,že se díly sobě velmi podobají a že si jich mohu pro sebe a kamarády vyrobit kolik potřebuji(např. náhradní díly-nejsme zas tak špičkoví piloti).A hlavně –pokud již jednou máme hotová vstupní data,odpadá pracné ladění,výroba šablon(moc mně nebavila) a spousta zmetků.I když při ladění stroje se zničí spousta polystyrénu.Na CNC@netu modeláři poskytují i cnc.soubory pro daný model ,takže odpadá pracné kreslení a tvorba dat,což se mi líbí.Na našich modelářských serverech jsem na nic podobného nenarazil, jen na diskusním fóru Modelcentra jsem objevil nějaké příspěvky.Možná jsem se minul v čase. Řezačku jsem zdárně dokončil a docela pěkně funguje . A teď k věci: ELEKTRONIKAProhledal jsem docela dost stránek s elektronikou,v závěru uvedu odkazy nebo ZIP. soubory,ale nejvíc se mi líbily dva typy. 1.Projekt Picachof autor Alain Gleyze? Obsahuje minimum součástek, základ je procesor 12C509A, na který mám programátor a funguje spolehlivě.(hodí se asi spíš na řezačku než na frézu) Výhoda: cenová láce a jednoduchý plošný spoj Nevýhoda: nutnost programovat,neumí vypnout motor bez přídavných obvodů Má značně nižší kroutící moment než druhý typ,ale neměl jsem dosud čas to porovnat.
2.CNC 3AX s L297 autor Laurent Fouga email: foul@ifrance.com
Používá obvod L297,který je pro řízení krokových motorů přímo určen. Výhoda: Umožňuje půlkrok tzn.400kroků na otáčku,indikuje přicházející data,umí motor vypnout bez přídavných obvodů(např.relé).Má PWM regulaci proudu motorem nastavitelnou trimrem. Nevýhoda: vyšší cena,složitější plošný spoj a trochu horší dostupnost obvodu 74LS09. Protože si desky vyrábím sám (ta nedočkavost) na laserové tiskárně(pokrok budiž pochválen),trochu jsem původní návrh upravil na jednotlivé desky,které lze doma snadno vyrobit. Pro řízení žhavení drátu používám Picachof, s naprogramovaným procesorem 12C519. Nevýhoda je tlačítkové řízení + a -,neboť pokud není indikace nastavení sočástí programu,nevíme jakou teplotu máme nastavenou. Popis obou bude dále.
Software Přezkoumal jsem značné množství softwaru,několikrát jsem díky tomu musel přeinstalovat,neboť se mi podařilo rozladit ovladače paralelního portu.Spousta softwaru nefunguje vůbec nebo špatně(chybí různé knihovny,software padá atd.)a u nás jsem zatím žádný software nenalezl.Jediné dva programy,které mi chodily bez potíží jsou CNC219 (autor Gilles Muller) a CeNeCé v 1.6.Nakonec jsem se víc spřátelil s CNC219.Autor poskytuje 30 denní verzi na vyzkoušení,potom je třeba zaplatit .Vzhledem k tomu,že napsat ten program není asi žádná legrace,po dlouhém laborování a zkoumání jak to ošidit a neplatit (jsme přece jenom Češi) jsem si ho koupil (ale na něco jsem přece jen přišel).Všechen software běhá pod WIN98,nikoliv pod XP.Oba programy vyžadují externí časovač,aby nebyly závislé na systémových hodinách neboť jinak otáčky motorů kolísají. Pro převod dat stravitelných pro CNC219 je používán program Creadat (autor Dani Saez) program je po registraci ale i bez ní ZDARMA.Spolupracuje s Autocadem ,nejlépe 2000 nebo 2002.I když ani převod dat není tak úplně bez problémů,dá se to přeprat a řezat. Dlouho jsem snil o malém dvoumotoráku na 280tky,ale protože jsem teorii nikdy moc nedal a jen matně tuším, proč to vlastně lítá,nebyl jsem si jist, jak velké letadlo by to mělo vlastně být , kolik vážit apod.Já vím,teoretici mně nejspíš znectí,ale od návrhu metodou od oka (no rozpětí asi tak metr) až po hrubé pokusné výřezy mi to trvalo asi 6 hodin.
OV 10-Bronco
řezání např.Depronu-ocasní plochy
SYSTÉM PICACHOFDeska řízení unipolárních motorůZákladem je naprogramovaný procesor PIC 12C509 nebo 12C509A , je jedno jestli průmyslový s označením „I“ nebo normální ,asi nebudeme provozovat řezačku při teplotách pod nulou. PIC12C509 je typu OTP (one touch programming),to znamená, že jej lze naprogramovat pouze jednou!! Program ve formátu HEX Deska plošných spojů je jednostranná,velmi jednoduchá,soubor picmotor.zip Původní zapojení jsem doplnil o výkonový odpor, s jehož pomocí mohu doladit proud tekoucí motorem,zvláště v době,kdy motor stojí,neboť by se na něm nedala udržet ruka.Hodnota je asi někde mezi 3,3 ohmu až 15 ohmy/5-7W,podle použitých motorů.Výrobci sice zaručují pracovní teploty některých krokových motorů do 70°C,ale mám pocit,že co nemusí nutně moc topit,ať netopí. Deska umí řídit jeden motor,takže potřebujeme celkem čtyři.Vstupní data jdou z paralelního portu podle tabulky (CNC 219),pro některé jiné softwary se může zapojení pomocných pinů trochu lišit.Do řídící desky jdou pro každý motor data po dvou drátech: CLOCK – impulzy-počet kroků a DIR – směr otáčení.(CW –clokwise a CCW-counterclockwise) Výkonové tranzistory doporučuji např. IRLZ 34N z GM electronic(cena kolem 23 Kč).Možno použít i IRL 2203 ,jejichž cena v poslední době klesla,ale měly by to být tranzistory spolupracující s logikou, tzv Logic level gate.(I když sám jsem použil IRF 740,měl jsem jich hodně a taky to funguje).Diody jsem použil Schottkyho 1N5819 –1A.Procesor doporučuji umístit do objímky.Konektory běžné z Ges electronic,typ PSS 254,PSK 254.V Ges katalogu jsou označeny podle mě naprosto nesmyslně jako „print“ konektory.Zenerova dioda je na napájecí napětí motorů,použil jsem zdroj z tiskárny 24V a 5V,takže diody jsou na 24V / 1,3W.
Druhý typ řídící elektroniky pro řízení unipolárních motorů Základem je obvod L 297,určený pro řízení krokových motorů.Je přímo určen ke spolupráci s obvodem L298,který je schopen řídit motory se 4,6 a 8 dráty v bipolárním zapojení.Protože jsem měl motory s 5dráty a ty umožňují pouze unipolární zapojení,použil jsem stejně jako autor výkonové tranzistory typu FET IRLZ 34N,IRLZ 44N . Původní návrh desky Laurenta Fougy je ve formátu PDF Pro moji domácí výrobu byla deska příliš velká,tak jsem ji rozdělil na jednotlivé desky pro každý motor zvlášť.Obrazec je zde.Spoj je navržen ještě v Autocadu..
V součástkách nejsou žádné záludnosti,jen některé jsou hůř k sehnání.Na desce jsou dva jumpery –jeden volí celý krok motoru nebo půlkrok,druhý slouží k trvalému zapnutí motoru bez ohledu na software.Jedna deska je jako “Master“,to znamená že na ní je umístěn oscilátor pro L297,ostatní desky jsou jako „slave“,bez kondenzátoru 3n3 a odporu 22k,propojené vodičem s řídicí deskou.Na řízené desce se místo kondenzátoru vloží drátová propojka a odpor se nezapojí.Přiznám se,že jsem návrhu desky zase tak moc času nevěnoval a nechtěl jsem dělat desku oboustrannou (třeba se někdo najde),vyšel jsem v podstatě ze zapojení autora,některé součástky jsem z lenosti použil v SMD.Odporové pole jsem nesehnal,takže jsou tam klasické odpory.K zapojení asi není třeba další komentář .Vstupy jsou – dir, clock, +5V, zapnutí motoru a zem. Napájení a motor jsou na druhé straně,má to tu výhodu, že můžeme napájet každý motor jiným napětím.(pro řezačku by měly být stejné dvojice) K desce lze použít opět Picachof nebo jinou elektroniku, tentokrát bez relé spínajícího motory.jako časovač stačí klasická 555,viz zde. Nastavení proudu do motoru Deska s obvodem L297 má spínané řízení proudu motorem .Neměl jsem čas se tomu dlouho věnovat,tak o nastavení desky napíšu až teď.Při měření proudu motorem bez PWM řízení proudu jsem zjistil,že motor v klidu (motor EM-93 5,6ohmu) má spotřebu asi 1,3A a je za chvíli horký až shoří,zatímco při vysokých otáčkách má spotřebu 350mA a hřeje se podstatně méně. Síla motoru je navíc závislá na otáčkách - v nízkých otáčkách je jeho síla velká a se zvyšujícími otáčkami postupně klesá. Napájíme-li motor pouze napětím pro něj vhodným (u motoru 5,6ohm je to asi 8-9V),nebude v klidu tolik hřát,ale na plné otáčky nebude mít velkou sílu a nepůjde roztočit do tak vysokých otáček. Pokud zvýšíme napájecí napětí,motor získá sílu i při plných otáčkách (navíc půjde roztočit rychleji),ale v klidu nebo na malé otáčky se bude velmi přehřívat,až do úplného zničení. L297 má proto režim spínaného řízení proudu, který v podstatě udržuje zhruba konstantní proud motorem bez ohledu na otáčky. V tiskárnách jsou tyto motory napájeny až 35V a jsou pro pohon hlavy,takže se do malých otáček nikdy nedostanou a stejně mají obvykle řízení proudu. PRO NASTAVENÍ CELÉ ELEKTRONIKY ŘEZAČKY: Připojit k elektronice motor.Nastavit trimr doleva .Zapnout napájecí napětí motoru přes multimetr, a pomalu otáčet trimrem doprava,až motor začne jakoby "ševelit"a nastavit proud tak kolem 400mA při napájecím napětí 12V.Čím vyšší bude napájecí napětí,tím menší proud je nutno nastavit.Vyšší napájecí napětí umožní motory roztočit rychleji.Pro řezačku v nouzi asi vyhoví zdroj z PC,ideální je samozřejmě zdroj z tiskárny.Umožňuje to částečně také eliminovat rozdíly v motorech tak, abych nemusel mít několik napájecích napětí .S touto deskou se mi podařilo dosáhnout rychlost 15mm/s s trapézem 12/3mm,s Pic12C509 jsem se dostal na 8mm/s.
Deska řízení teplotyJak jsem uvedl na začátku,používám k řízení teploty drátu také systém Picachof,tentokrát je to PIC 12C519, který funguje jako externí časovač a zároveň řídí teplotu.Program PICACHOFHEX je zde.Desku jsem proti originálu upravil pro svoje potřeby .Je doplněna o vypínání motorů, když řezačka dojede nebo je v klidu,neboť původní deska vypínání nemá.Vypínání je řešeno se spínacím tranzistorem a relé,jistě by to šlo jen s Fetem ,ale tohle mi přišlo jistější.Oba obvody jsou galvanicky odděleny pomocí optočlenu,neboť např. při destrukci BUZ11 v obvodu řízení teploty by do paralelního portu „prošlo“ plné napětí řezacího zdroje,což vede k jeho zničení.Vyzkoušel jsem osobně,takže stará P1-133Mhz putovala do počítačového nebe.Jako řezací zdroj mám docela malé trafo 230/27V-2A stř,trafo ve skutečnosti dá okolo 4,4A a na většinu polystyrenů,Depronů a podobných fujtajblů to stačí.Na řezání EPP by muselo trafo být výkonnější,vyžaduje vyšší teploty. Drát na řezání jsem koupil v Mělníku na závodech kolem pylonů,asi 10 m za 150Kč. Pro řízení teploty je použit BUZ11 bez chladiče,bál jsem se ,že se bude hřát,ale je jen mírně vlažný.Čím bude napětí zdroje nižší,tím větší proud poteče tranzistorem a tím lépe ho bude nutno chladit.Jsou i jiné systémy řízení teploty,např.s potenciometrem.O nevýhodě PICACHOFU jsem se již zmínil,není nijak hardwarově indikována teplota (kromě blikající diody,která nám velmi zhruba ukáže,kde se pohybujeme). Deska je zde.
Deska byla tak trochu i experimentální (honem,honem,schválně co to bude dělat),takže jsem ji trochu učesal.I optočleny doporučuji umístit do objímek.Bohužel se asi bude hůř shánět odporové pole 4k7,ale dají se tam nabastlit normální odpory.Sice to není žádná krása,účel světí prostředky. Originální schéma Picachofu je pages_ from_picachof. Napájecí zdrojJako napájecí zdroj jsem použil spínaný zdroj z tiskárny A3-Epson,protože poskytoval napětí +5V pro napájení logiky a + 24V pro napájení motorů a hlavně byl už hotový bez mého přičinění.Jen jsem jej zakrytoval a přišrouboval pod řezací stůl.Pokud při „drancování“ krokových motorů na zdroj nenarazíte,.nezbude než zdroj postavit. Sehnat někde trafo s napětím sekundáru mezi 18-24V,pro napájení motorů je zbytečné napětí stabilizovat a pro napájení logiky poslouží LM7805 nebo dle cenece.com,kde je zdroj i s deskou.Logika má spotřebu asi 400-500mA.
MotoryVe všech našich aplikacích jsou použity krokové motory,(stepping motors,moteur pas a pas) Dříve jsem jich doma pár měl,ale protože jsem je neuměl nijak řídit,nakonec jsem je před pár lety k vlastní smůle vyhodil.Pak začaly starosti,kde je vzít a pokud možno nekoupit.Jako zdroj motorů lze označit tiskárny-hlavně jehličkové,kopírky, faxy a jim podobná zařízení,zejména staršího data.V nových tiskárnách jsou již používány motory stejnosměrné s optickou zpětnou vazbou,pro naše účely zatím nevhodné (ale kdo ví).Chce to zkusit servisy kopírek nebo tiskáren,v mnoha se nám podařilo motory za pakatel (50-100Kč) koupit.V krajním případě lze motory koupit ve firmách jako Microcon.Cena je od 500Kč za kus .Občas motory byly ke koupi i v GM electronic nebo v Compu na „Karláku“ v Praze.Velmi vhodné jsou motory z jehličkových tiskáren,např.Epson,Star a Robotron.Motory jsou v podstatě dvou typů. S úhlem kroku 7,5° = 48 kroků na otáčku (vhodný závit normální M8x1,25 nebo M10x1,5) tzv "plechovkové" s úhlem kroku 1,8° = 200 kroků na otáčku (vhodný je trapézový závit 10x2 nebo12x3) Motory se liší také počtem vývodů,některé mají 5 drátů,jiné mají 6 drátů.Motory s 5 dráty mají spojené napájení všech čtyř cívek(1a2),motory se šesti dráty mají napájenu každou dvojici zvlášť.Motory se čtyřmi dráty nebo motory pětifázové nelze k těmto elektronikám použít. Zapojení na 4drátové motory je ke stažení na http://www.ifrance.com/mac1/ .
Několik fotek vhodných motorů:
Některé motory jsou v palcové soustavě,takže mají 192 kroků na otáčku.
Mechanika řezačkyJako ve všem,opět můžeme čerpat ze studnice Internetu.Stránka odkazů je na konci. .Doporučuji si ji prohlédnout, je tam spousta inspirace, a navíc,když člověk vidí,co všechno může řezat,ztratí komplexy.Zejména řezačka Jeana Michela Croosona mně dostala-než jsem pochopil,že to co vidím je skutečně podvozek z vláčku,chvíli mi to trvalo.
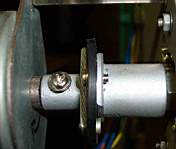
Já jsem použil to, co mi bylo dostupné.Jaklová konstrukce stolu,deska 18mm lamino. Na podélné posuvy jsem použil motory s krokem 7,5° a závit normální metrický M8x1,25,matice mosazné prodloužené.Na posuv nahoru-dolů jsem použil motory ze starého Robotronu s krokem 1,8° a závit trapéz 12x3,matice také mosazné,ale jejich cena pro mne byl šok.Závity jsem kupoval ve Fabory Praha,metrické nebudou problém i v normálním železářství,trapéz bude horší.Za jednu mosaznou trapézovou matici si ve Fabory řekli pouhých 750,-Kč(no nekupte to)Nakonec jsem je přes internet sehnal asi za 300.-Kč jinde.Přitom závitová tyč trapézu stojí asi 230,-Kč(1m).Mazaně jsem začal shánět závitník na matice 12x3 trapéz,což nebyl zase takový problém,když jsem se dotázal na cenu,naštěstí jsem seděl.Tušil jsem ,že to nebude pětikilo,ale že to bude 13 500,- za maticový závitník jsem opravdu nečekal(dnes se dá koupit už za 4500,-Kč).Nakonec jsem zjistil,že ze zbytku závitu lze úhlovou bruskou vybrousit něco vzdáleně se podobající závitníku a do silonu žádaný závit docela slušně vyříznout. Motory doporučuji umístit na silentbloky,není to nutné, ale nebude to dělat takový kravál.I já jsem je později doplnil.Spojení závitu s motorem může být „natvrdo“ s pomocí vytočeného kusu nebo s pomocí spojky ( foto),
spojení vytočenou spojkou a motor 1,8° pružná spojka a motor 7,5°
nebo hadičkou se sponami,tolik otáček motory nemají..Spojky lze opět koupit (MICROCON atd.,firmy lze najít na netu) cena hovoří. Řešení pojezdů je opět individuální,dle možností.Já jsem na pojezd nahoru použil hlazenku průměr 10mm(lze také získat z kopírek a tiskáren) a bronzová pouzdra koupená v Mototechně,mají většinou dvoje,jedny pr.10mm a druhé do startérů Škodovky pr.12,5 mm.Náhodou jsem sehnal i hlazenku 12,5mm,takže podélné posuvy mám s pouzdry 12,5mm. Původně jsem měl pouzdra na obou stranách,ale díky drobným nerovnostem a nepřesnostem mi posuv občas váznul,takže jsem jednu stranu předělal na ložiska,která jedou po hliníkovém jaklu 15x15mm,po jeho hraně mimo díry pro přišroubování(viz fotky).Kuličková ložiska jsou běžně dostupná,doporučuji zakryté typy.Na posuvové šrouby jsem použil s otvorem 8-typ 608z,na pojezd s otvorem 5-typ 625z.Jako rám na drát jsem zprvu použil hliníkový jakl 15x15,dole snýtovaný trhacími nýty,ale neosvědčilo se mi to,protože hliníkový rám se unavil a přestával pružit.Doporučuji udělat napínání jako na pile.Drát musíme mít na izolovaných držácích a izolovat jej i od řezacího rámu (zkrat nikdy nespí).Pokud někdo má možnost dobrého strojního vybavení,není problém vyrobit mechaniku jinak.Přemýšlejte zejména o rozměrech stolu,tak aby se tam vešla koupená deska polystyrenu,to znamená šířka aby byla něco málo přes metr,délka alespoň 700mm(aby na ní šly řezat také menší trupy vcelku,výška stačí do 300mm.
Fotky mechaniky:
K izolaci použity podložky pod výkonové tranzistory
SoftwarePostahoval jsem dost různých programů na řízení řezačky,jak jsem již uvedl na začátku,zdaleka ne všechny fungují,natož korektně.Možná má někdo nějaký jiný tip,já jsem koupil CNC219 (dnes nová verze 2.20) od Gillese Mullera a jsem s ním docela spokojen. Program se hodí i pro ladění mechaniky,vůlí apod.Nastavení je zvlášť pro motory podélné a zvlášť pro motory svislé.Nastavování je v programu dost,ale je vcelku logické.Program také dost dobře hlídá obsluhu,aby nenastavila parametry mimo rozsah stroje.Programy, které píší většinou sami modeláři, asi nebudou nikdy úplně bez chyb (vůbec nechápu, jak se něco takového dá napsat), je možnost zakoupit řezací soft např.STEPFOUR bratru za pár tisíc(asi 10). CNC 219cz je zde.(je tady jen "exáč",nikoli celý program) Program indikuje i špatná vstupní data, i když jsem z toho byl zpočátku na „ větvi“.Zmatená směsice čar, řezačka jezdila sem a tam asi půl hodiny jako šílená,než jsem zjistil,že je to špatnou velikostí vstupního souboru.Je také dobře si kresbu prohlédnout zvětšenou,pokud je někde čára z profilu pryč a zase zpátky,je to způsobeno duplicitními body ve vstupních datech,a je nutno se vrátit do programu Creadat a duplicitu opravit. Creadat je volně přístupný program, který z Autocadu rovnou nebo z DXF a dalších souborů vytvoří soubory pro řezačku.Drobnost-pokud jej bude někdo používat,další menu se rozvine teprve po kliknutí pravou myší na bod.(Trvalo mi dost dlouho, než jsem na to přišel,neboť v návodu byly uvedeny možnosti úprav,které jsem nemohl najít).Program je vcelku srozumitelný,umožňuje různé úpravy,ale někdy se mi stalo,že při přímém propojení s Autocadem mi nechtěl data načíst ani omylem.teprve když jsem data uložil jako DXF načetl je v pohodě a obráceně.Zatím nejlíp mi chodila verze 1011,novější verze mi zatvrzele odmítaly číst data,která mi verze 1011 četla v pohodě. Většinou jsou ke stažení soubory typu *.CNC.Pokud chceme soubor dále zpracovávat ,ev. upravit je potřeba jej načíst do Creadatu a z něj třeba do Autocadu. Postup je tento: exportovat data *.cnc jako TXT soubor,v Notepadu z něj vymazat všechny zbytečnosti jako nastavení stroje atd. a ponechat jen souřadnice.Ty uložit jako soubor *.DAT a načíst Creadatem .Dále pak třeba do Autocadu,Rhina. Creadat umí jen některé typy čar, je to v něm uvedeno.V praxi jsem vyzkoušel,že někdy lze načíst v pohodě spline, někdy spline musím překreslit jako polyline. Také jsem někdy měl problémy s načtením souboru,mnohdy stačí jen v Autocadu zmenšit velikost objektu na polovinu nebo posunout objekt trochu mimo počátek souřadnic. Pokud načítáme do Creadatu spline,stává se ,že v napojení na úsečku jsou dva duplicitní body,jeden je třeba vymazat.Klávesami M nebo N "objedeme" celý objekt,vyřadíme duplicitní body a odstraníme také "zpětné body",to když značka skočí najednou o dva body zpět a pak pokračuje ve správném směru.Nezapomeneme kliknout na "Scale Shape to Unit(F7),jinak budou souřadnice nejspíš špatně.Dále je nutno nastavit počátek řezání a synchronizační bod,nejlépe na stejné místo.Najedeme na ten správný bod,klikneme pravou myší a z rolety vybereme požadovanou činnost.Na rozdíl od ostatních,tato roleta není dostupná z jiného místa.Objekt lze otáčet,přidávat body,ubírat body,objekt posouvat,změnit měřítko.Pokud budeme kreslit objekt z menších oblouků,je dobré v menu "Options" nastavit počet bodů pro oblouk na menší počet než 25, jinak jich tam bude zbytečně mnoho.Na počátek souřadnic dostaneme objekt klávesou F6. Několik lidí mi psalo,že nejde stáhnout Creadat,tak verze 1011 je zde.Pokud někomu bude Creadat hlásit chybějící soubory DLL nebo OCX, většina jich je zde. Exe. soubor nové verze -GMFC 2.20cz
odkazy: je tam nezbytná reklama http://gm.cnc.free.fr/index_en.html CNC219- Dnes je tam již nová verze GMFC 3.PE http://www.pandasclub.fsnet.co.uk http://www.cenece.com/enlaces.htm http://www.ifrance.com/mac1/ CNC3ax a další drivery http://kellyware.com/links/links.shtml http://www.teaser.fr/~abrea/cncnet/elec/picachof/picachof.phtml http://www.teaser.fr/~abrea/cncnet/table/tables.phtml zde jsou i projekty letadel
- NAHORU - |































{kind=link}