|
|
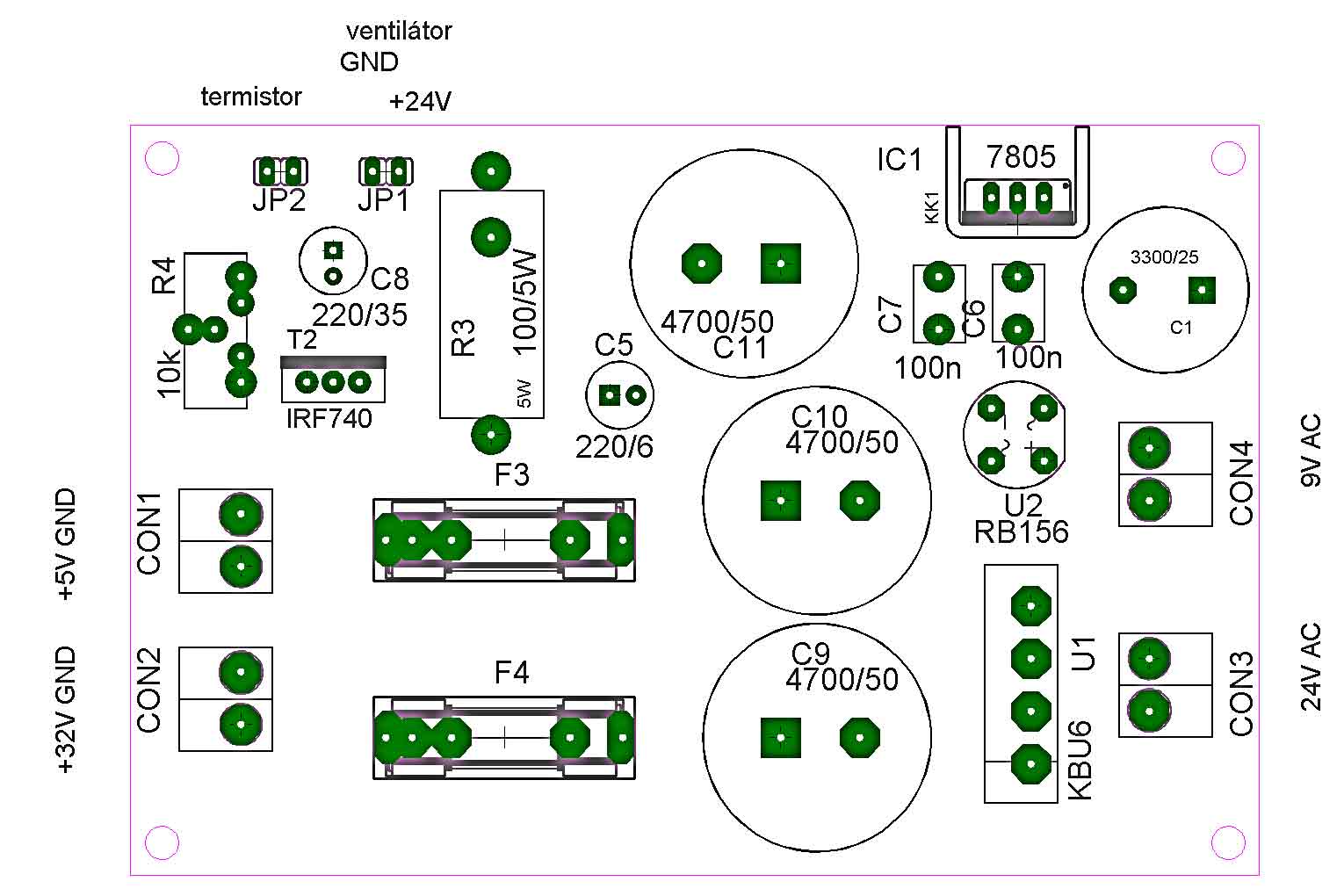
Napájecí zdroj V1_1
Napájecí napětí vstupní: 230V ~ Napájecí napětí výstupní: 32-36V= a 5V= Proud : cca 5.5A dle použitého transformátoru
Po delších zkušenostech s provozem frézky jsem se rozhodl vyměnit spínaný napájecí zdroj z tiskárny (byl zadarmo a byl hotový) za zdroj s transformátorem.Spínaný zdroj z tiskárny není dimenzovaný na takové proudové odběry a když jsem zvýšil proud do motorů,začal stroj nepravidelně ztrácet kroky.Podezříval jsem motory,že už to nejsou schopny zvládat.Teprve když jsem na stroj přidal LED,indikující napájecí napětí 32V,zjistil jsem podle pohasínání pravou příčinu.Proudové špičky "rozhoupaly" spínaný zdroj a i tento krátkodobý výpadek způsoboval zastavení motorů.
Použil jsem trafo od firmy ELTEK sec:24V 5,42A 130VA, cena cca 480,-Kč. Toto trafo má drobnou výhodu,umožňuje na primární straně přehodit svorky na +5% a -5% což v praxi znamená zhruba 32 -36V ss podle napětí v místní síti. Filtrace je 3x4700mF/50V,usměrňovač KBU6 .Zdroj na napájení motorů není nutné stabilizovat. Pro napájení logiky jsem použil jedno menší trafo 9Vstř ,usměrňovač 1.5A ,filtrace 3300mF a stabilizátor 7805 s malým chladičem.Odběr tří desek Ta8435 je na úrovni 60mA,pokud se použije relé na 5V a svítívá dioda na osvětlení stroje,neměl by odběr překročit 200mA.
Na desce zdroje je integrováno i jednoduché teplotní řízení větráku.Čidlo doporučuji dát na chladič motorového driveru,který se bude nejvíc hřát,většinou asi osa X .Pomocí potenciometru nastavíme úroveň spínání ventilátoru tak,aby se drivery nepřehřívaly.Protože ventilátory jsou většinou na 12V,doporučuji menší zdroj na napájení logiky dimenzovat i pro napájení ventilátoru.Já jsem měl ventilátor na 24V ,použil jsem srážecí rezistor z 36v na 24V.Na desce je na něj místo.
Po instalaci tohoto napájecího zdroje frézka při frézování Depronu jezdí až 800mm/min,se spínaným zdrojem jsem byl schopen jezdit bez ztráty kroků jen 550mm/min,rychlost je dána tvarovou složitostí výrobku.Mnou používaný Stepfour V2 totiž vznikl bohužel v době,kdy jejich frézky jezdily 400mm/min a tak těmto vyšším rychlostem neodpovídá akcelerace a decelerace,kterou už není možné nastavit .Zřejmě je to způsobeno také tím,že mám nastaveny mikrokroky 800kr/ot.
Napájecí zdroj je možno použít také pro řezačku polystyrénu.Tam ale s rozšířeným software GMFC 2.2 nebo 3.0PE nedosáhneme vysokých rychlostí,software nemá akceleraci a deceleraci a motory nebudou schopny vysokou rychlostí rovnou "odstartovat".
|